Jakie etapy obejmuje proces walcowania blachy tytanowej (takie jak walcowanie wstępne, walcowanie na gorąco, walcowanie na zimno itp.)? Jaki typ walcarki jest używany? Jak kontrolować temperaturę walcowania i redukcję, aby zapewnić jednolitą mikrostrukturę i wydajność blachy?
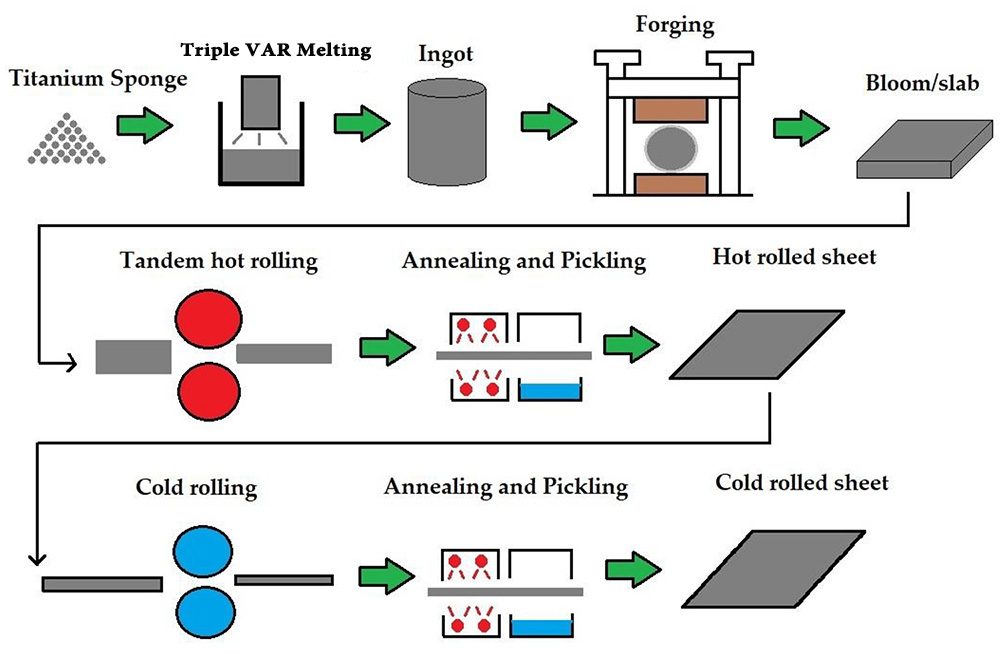
Walcowanie tytanu i płyty ze stopu tytanu to złożony proces, który integruje inżynierię materiałową, kontrolę mechaniczną i optymalizację procesu. Przebieg procesu można podzielić na trzy podstawowe etapy: walcowanie wstępne, walcowanie na gorąco i walcowanie na zimno. Każdy etap odpowiada określonemu wyposażeniu walcowni i parametrom procesu.
(1) Początkowy etap walcowania
Do walcowania początkowego zwykle wykorzystuje się walcarkę dwuwalcową, odwracalną. Jego głównym zadaniem jest rozbicie kolumnowej struktury krystalicznej wlewka stopu tytanu i uzyskanie wstępnego odkształcenia plastycznego. Na tym etapie należy ściśle kontrolować temperaturę nagrzewania wlewka (zwykle 30-50℃ powyżej obszaru fazy β), a wady odlewu należy eliminować poprzez wielokrotne przejścia walcowania z małymi odkształceniami (redukcja na przejście ≤15%). Firma Changzhou Bokang Special Material Technology Co., Ltd. znacznie poprawiła jednorodność mikrostruktury na początkowym etapie walcowania, optymalizując proces homogenizacji wlewków i łącząc symulację numeryczną w celu przewidywania odporności na odkształcenia.
(2) Etap walcowania na gorąco
Do walcowania na gorąco wykorzystuje się walcarkę nieodwracalną czterowalcową lub walcarkę uniwersalną do wykonywania obróbki dużych odkształceń w obszarze dwufazowym α β. Na tym etapie ziarna są rozdrobnione poprzez dynamiczną rekrystalizację, a końcowa temperatura walcowania (zwykle nie niższa niż 850℃) musi być kontrolowana, aby zapewnić plastyczność materiału. Piec grzewczy typu skrzynkowego jest używany w połączeniu z systemem kompensacji nagrzewania indukcyjnego, aby osiągnąć dokładność temperatury ± 10 ℃. Rozkład redukcji przejść walcowania na gorąco odbywa się na zasadzie „piramidy”, to znaczy w pierwszych kilku przejściach stosuje się redukcję 20-25%, a w kolejnych przejściach stopniowo zwiększa się do 35-40%, w połączeniu z szybkim procesem chłodzenia wodą pomiędzy przejściami, aby skutecznie uniknąć nadmiernego wzrostu ziaren.
(3) Etap walcowania na zimno
Walcowanie na zimno odbywa się na czterowalcowej lub sześciowalcowej walcarce zimnej, głównie w celu poprawy jakości powierzchni i dokładności wymiarowej blachy. Konieczne jest stosowanie wielokrotnych przejść walcowania o małych odkształceniach (redukcja pojedynczego przejścia ≤10%) w połączeniu z procesem wyżarzania pośredniego, a skumulowane odkształcenie może osiągnąć ponad 80%. Changzhou Bokang zwiększył dokładność kontroli kształtu płyty do ± 5 μm poprzez wprowadzenie technologii krzyżowania rolek. Chropowatość powierzchni produkowanych przez nią płytek tytanowych klasy medycznej wynosi Ra≤0,2μm, osiągając wiodący międzynarodowy poziom.
Wybór sprzętu do walcowania tytanu bezpośrednio wpływa na jakość końcowej blachy i musi być zaprojektowany zgodnie z charakterystyką materiału:
(1) Wybór typu walcarki
Walcarka pierwotna: Stosowana jest walcarka dwuwalcowa o zamkniętym końcu, wyposażona w hydrauliczny system AGC (automatyczna kontrola grubości), a stosunek średnicy walca jest kontrolowany w zakresie 1,8–2,2 w celu optymalizacji stanu zgryzu
Walcarka gorąca: Stosowana jest walcarka nieodwracalna czterowalcowa o średnicy walca roboczego 350-400 mm i średnicy walca podporowego 1400-1600 mm, wyposażona w system rolek gnących i urządzenie do przesuwania walców, a dokładność kontroli kształtu blachy sięga ±15I
Walcarka zimna: zastosowano walcarkę sześciowalcową z kombinowanym systemem walców UC/VC, skok osiowy walca pośredniego wynosi ± 150 mm, a do uzyskania kontroli w pętli zamkniętej zastosowano laserowy miernik prędkości i miernik grubości
(2) Optymalizacja materiału systemu rolek
Walec roboczy wykonany jest ze stopu na bazie żelaza o wysokiej zawartości chromu (Cr12MoV), a powierzchnia jest natryskiwana powłoką kompozytową CrN/Al2O3 o twardości większej niż HV1200, która skutecznie przeciwdziała przyleganiu tytanu. W rolce nośnej zastosowano technologię nieskończonego odlewania odśrodkowego żeliwa schłodzonego, a różnica gradientu twardości powierzchni rolki jest kontrolowana w ramach HS15, aby zapewnić stabilność kształtu rolki.
Dokładna kontrola temperatury i odkształcenia jest kluczem do zapewnienia jednolitości struktury i wydajności płyty tytanowej, dlatego należy opracować wieloparametrowy model kontroli sprzężenia.
(1) Układ kontroli temperatury
Proces ogrzewania: zastosowano trójstopniowy system ogrzewania (sekcja podgrzewania 600–700 ℃/sekcja izolacji 850–950 ℃/sekcja ogrzewania 900–980 ℃), a do monitorowania temperatury w czasie rzeczywistym używany jest termometr na podczerwień
Kontrola temperatury procesu walcowania: Na etapie walcowania wykańczającego stosuje się system natryskiwania wałków (dokładność kontroli objętości wody ± 0,5 l/min) oraz system kompensacji nagrzewania oporowego w celu kontrolowania wahań temperatury walcowanego elementu w zakresie ± 20 ℃
Zarządzanie końcową temperaturą walcowania: Rozkład pola temperatury jest przewidywany za pomocą symulacji elementów skończonych i ustalany jest model czasu oczekiwania na temperaturę pomiędzy przejściami, aby zapewnić temperaturę walcowanego elementu. Upewnij się, że końcowa temperatura walcowania jest nie mniejsza niż 50 ℃ poniżej punktu przemiany fazowej
(2) Algorytm optymalizacji redukcji
Rozkład redukcji w wielu przejściach: W oparciu o model utwardzania materiału, algorytm genetyczny służy do optymalizacji rozkładu redukcji w każdym przejściu, aby zapewnić, że odkształcenie każdego przejścia jest „paraboliczne”.
Dynamiczna regulacja redukcji: Siła toczenia jest monitorowana w czasie rzeczywistym za pomocą manometru, a algorytm sterowania rozmytego PID służy do automatycznej regulacji redukcji w celu kompensacji odbicia szczeliny walca (dokładność kompensacji ± 0,02 mm)
Ograniczenie kontroli deformacji: Ustal krytyczne kryterium redukcji (ε_c=0,6σ_s/K), gdzie K jest współczynnikiem utwardzania obróbki materiału, upewnij się, że redukcja w jednym przejściu nie przekracza 85% wartości krytycznej
(3) Środki zapewniające jednolitość konstrukcji
Kontrola wielkości ziarna: Kontroluj udział objętości dynamicznej rekrystalizacji poprzez parametr Z (Z=ε·exp(Q/RT)) i utrzymuj wartość Z w przedziale 10-15, aby uzyskać jednolite, równoosiowe ziarna
Optymalizacja tekstury: Użyj procesu walcowania krzyżowego (obróć płytę o 45° na przejście) w połączeniu z technologią walcowania asynchronicznego (różnica prędkości linii pomiędzy górnym i dolnym walcem wynosi 10-15%), aby skutecznie osłabić teksturę powierzchni podłoża
Kontrola naprężeń szczątkowych: poprzez proces naprzemiennego walcowania naprężenia rozciągającego i ściskającego, w połączeniu z obróbką relaksacji naprężeń podczas wyżarzania, kontroluje naprężenia szczątkowe w zakresie ± 20 MPa
Proces walcowania płyt tytanowych wymaga ustanowienia sieci kontroli jakości obejmującej cały proces. Firma Changzhou Bokang przeszła certyfikację systemu ISO9001/ISO13485 i zbudowała trzypoziomowy system kontroli jakości obejmujący „kontrolę surowców, monitorowanie procesu i testowanie gotowego produktu”:
Wykrywanie online: wyposażone w miernik kształtu płyty, miernik grubości, detektor powierzchni, w celu uzyskania kontroli online tolerancji grubości ± 0,02 mm i tolerancji kształtu płyty ± 8I
Wykrywanie organizacji: technologia EBSD służy do analizy orientacji ziaren w celu zapewnienia, że wielkość ziaren ASTM Grade 8 ma współczynnik drobnego ≥90%
Weryfikacja wydajności: Właściwości mechaniczne sprawdza się za pomocą próby rozciągania, próby udarności i próby korozji. Wytrzymałość na rozciąganie płyty tytanowej klasy medycznej wynosi ≥850 MPa, a wydłużenie ≥18%, co spełnia normę ASTM F136
Badania nieniszczące: Do wykrywania defektów wewnętrznych wykorzystuje się technologię ultradźwiękowego układu fazowanego, aby zapewnić 100% skuteczność wykrywania wad
Obecnie technologia walcowania blach tytanowych wykazuje trzy główne trendy rozwojowe:
Inteligentne walcowanie: wirtualny model walcowania tworzony jest za pomocą technologii cyfrowych bliźniaków, aby osiągnąć optymalizację parametrów procesu online;
Technologia formowania prawie netto: Opracuj technologię ciągłego walcowania ultracienkich płyt tytanowych, aby osiągnąć ciągłą produkcję ultracienkich płyt o grubości 0,016 cala;
Ekologiczna technologia produkcji: Technologia walcowania elektroplastikowego (EPR) służy do obniżenia temperatury walcowania o 30-50°C i zmniejszenia zużycia energii.
 Zapytaj nas
Zapytaj nas
 Język
Język