













Dom / Aktualności / Wiadomości branżowe / Jak wybrać okrągłe tarcze przemysłowe z tytanu: przewodnik dla kupujących
+86 181 5121 5020
[email protected]
 Zapytaj nas
Zapytaj nas
 Język
Zapytaj nas Język
Język
Zapytaj nas Język
Wybór słuszności przemysłowa okrągła tarcza z tytanu sprowadza się do trzech podstawowych decyzji: gatunek stopu, tolerancje wymiarowe i wykończenie powierzchni . Jeśli spełnisz te trzy wymagania, dysk będzie działał niezawodnie w środowisku lotniczym, medycznym, chemicznym i morskim. Jeśli popełnisz błąd, ryzykujesz przedwczesną awarią, odrzuceniem części lub zmarnowaniem budżetu. Ten przewodnik prowadzi kupujących przez każdy krytyczny czynnik, podając konkretne dane, dzięki czemu mogą mieć pewność zakupu.
Stosunek wytrzymałości do masy tytanu jest z grubsza dwukrotnie więcej niż w przypadku stali nierdzewnej przy około 40% mniejszej wadze. Jego odporność na korozję w wodzie morskiej, środowiskach bogatych w chlor i płynach ustrojowych człowieka nie ma sobie równych w przypadku większości powszechnie stosowanych metali. W przypadku wymagających zastosowań przemysłowych właściwości te uzasadniają zazwyczaj wyższą cenę 5–10× wyższa niż stal nierdzewna 316L za kilogram.
Okrągłe dyski są stosowane w szczególności jako gniazda zaworów, wirniki pomp, półfabrykaty kołnierzy, elementy wymienników ciepła, półfabrykaty implantów chirurgicznych i łączniki grodzi lotniczych. Geometria — płaska, okrągła i symetryczna — czyni je uniwersalnymi punktami wyjścia do obróbki CNC.
Tytan nie jest pojedynczym materiałem. Istnieje ponad 30 gatunków oznaczonych przez ASTM, ale większość nabywców przemysłowych pracuje na krótkiej liście sześciu. Wybór niewłaściwej klasy to najdroższy błąd, jaki możesz popełnić.
| Klasa 1 | Komercyjnie czysty (CP) | 240 MPa min | Najlepsza odkształcalność, najwyższa odporność na korozję | Obróbka chemiczna, wymienniki ciepła |
| klasa 2 | Komercyjnie czysty (CP) | 345 MPa min | Najpopularniejsze, doskonała spawalność | Rurociągi przemysłowe, sprzęt morski |
| klasa 4 | Komercyjnie czysty (CP) | 550 MPa min | Najwyższa wytrzymałość wśród gatunków CP | Implanty chirurgiczne, elementy płatowca |
| Klasa 5 (Ti-6Al-4V) | Stop alfa-beta | 895 MPa min | Najwyższa wytrzymałość, doskonała odporność na zmęczenie | Lotnictwo, sporty motorowe, konstrukcje o dużym obciążeniu |
| klasa 7 | Pallad CP | 345 MPa min | Doskonała odporność na kwasy redukujące | Środowiska kwasu siarkowego/chlorowodorowego |
| klasa 23 (Ti-6Al-4V ELI) | Stop alfa-beta | 828 MPa min | Bardzo niskie śródmiąższowe elementy zapewniające biokompatybilność | Implanty ortopedyczne, wyroby chirurgiczne |
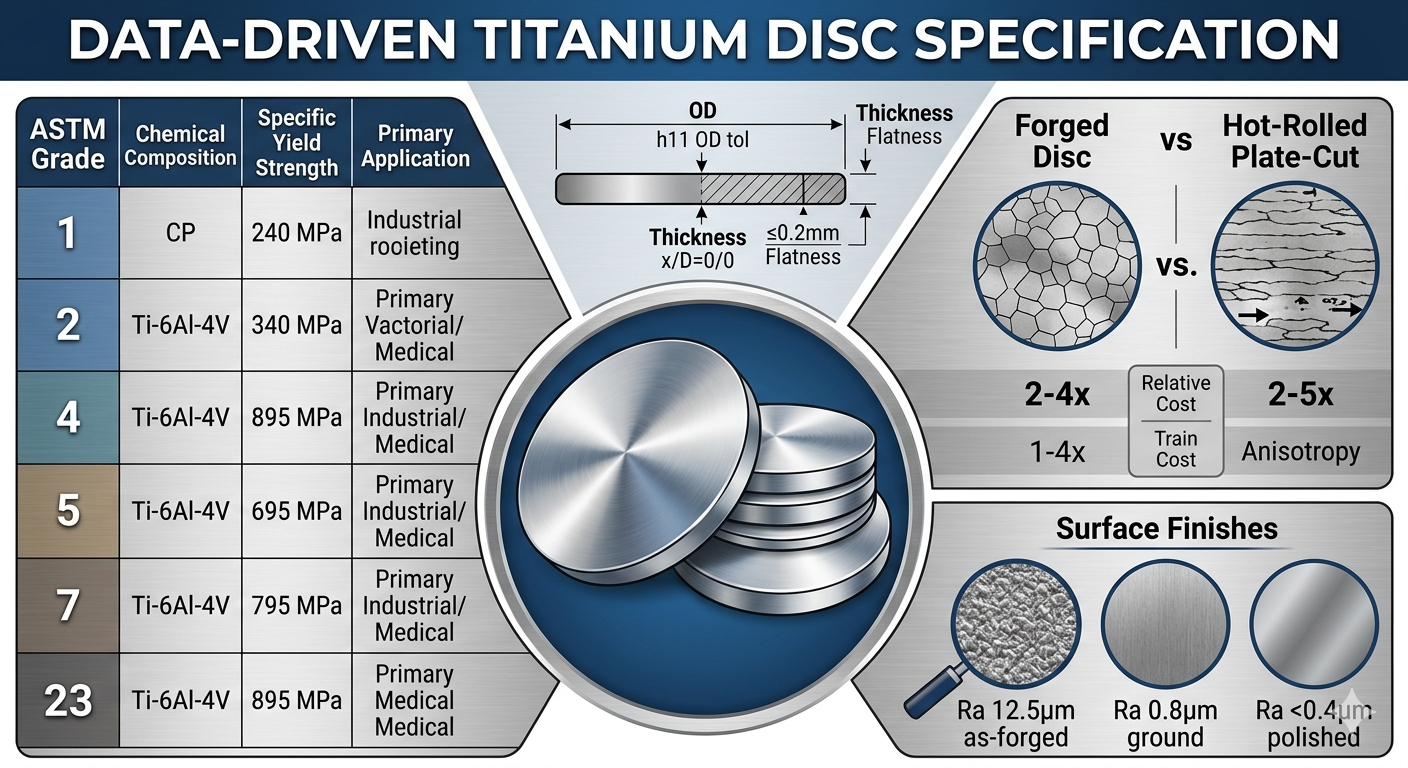
Klasa 2 jest domyślna dla większości odbiorców przemysłowych ponieważ równoważy odporność na korozję, obrabialność i dostępność. Uaktualnij do klasy 5 tylko wtedy, gdy wymagają tego obciążenia strukturalne. Wybierz Stopień 7 lub Stopień 12, jeśli w środowisku występują kwasy redukujące, które atakują standardowe gatunki CP.
Tytanowy okrągły dysk ma cztery kluczowe wymiary. Każdy z nich musi być wyraźnie określony w zamówieniu, aby uniknąć niedopasowania części.
Dostępne są standardowe dyski magazynowe 10 mm do 1000 mm średnicy zewnętrznej , chociaż większość zapasów magazynowych skupia się w przedziale od 50 mm do 500 mm. W przypadku średnic zewnętrznych powyżej 600 mm należy spodziewać się czasu realizacji zamówień niestandardowych wynoszącego 8–14 tygodni. Określ klasę tolerancji: h11 (±0,1–0,4 mm) dla ogólnego zastosowania przemysłowego lub h8/h9 dla zespołów pasowanych precyzyjnie.
Dyski zazwyczaj wahają się od Grubość od 1 mm do 150 mm . Poniżej 3 mm płaskość staje się krytyczna — wypaczenie podczas walcowania na gorąco może powodować błędy równoległości przekraczające 0,5 mm na 100 mm, co jest niedopuszczalne w przypadku zastosowań w zaworach lub uszczelkach. Określ tolerancję płaskości (np. całkowite bicie wskaźnikowe ≤0,2 mm) na dowolnej tarczy cieńszej niż 5 mm.
Stosunek poniżej 1:10 (grubość mniejsza niż 10% średnicy) jest uważany za cienki dysk i jest podatny na odkształcenia podczas obróbki skrawaniem i obróbki cieplnej. Jeśli Twoje zastosowanie wymaga stosunku poniżej 1:15, w ramach warunku dostawy poproś o wyżarzanie odprężające.
W przypadku części obrotowych, takich jak wirniki, tolerancja masy ma takie samo znaczenie jak tolerancja wymiarowa. Określ maksymalne odchylenie masy wynoszące ±0,5% jeśli tarcza będzie używana w wyważonym zespole obrotowym. Niewyważone tarcze w zastosowaniach wymagających dużych prędkości mogą indukować częstotliwości wibracji, które uszkadzają łożyska w ciągu tysięcy godzin pracy.
Sposób wykonania dysku bezpośrednio wpływa na jego właściwości mechaniczne i integralność wewnętrzną. Na rynku dominują trzy szlaki produkcyjne:
W przypadku ogólnych zastosowań przemysłowych (kołnierze, przekładki, niekrytyczne zastosowania konstrukcyjne) tarcze do cięcia płytowego są opłacalne. W przypadku części obciążonych cyklicznie lub części o znaczeniu krytycznym dla bezpieczeństwa należy zawsze określać kute.
Wykończenie powierzchni wpływa na skuteczność uszczelnienia, wytrzymałość zmęczeniową, biokompatybilność i koszty dalszej obróbki. Dostawcy oferują kilka standardowych warunków:
Nigdy nie kupuj przemysłowych tarcz tytanowych bez raportu z testu materiałowego (MTR). Prawidłowy MTR dokumentuje skład chemiczny (zgodny z ASTM B265, AMS 4928 lub równoważny), wyniki testów mechanicznych (granica plastyczności, UTS, wydłużenie), numer wytopu/partii oraz akredytację huty (zwykle ISO 17025 lub NADCAP).
W przypadku określonych branż regulowanych obowiązują dodatkowe certyfikaty:
Poproś o pełną identyfikowalność cieplną. Renomowany dostawca może powiązać dowolny dysk z pierwotną liczbą cieplną stopu w hucie tytanu – jest to krytyczne dla analizy awarii i audytów regulacyjnych.
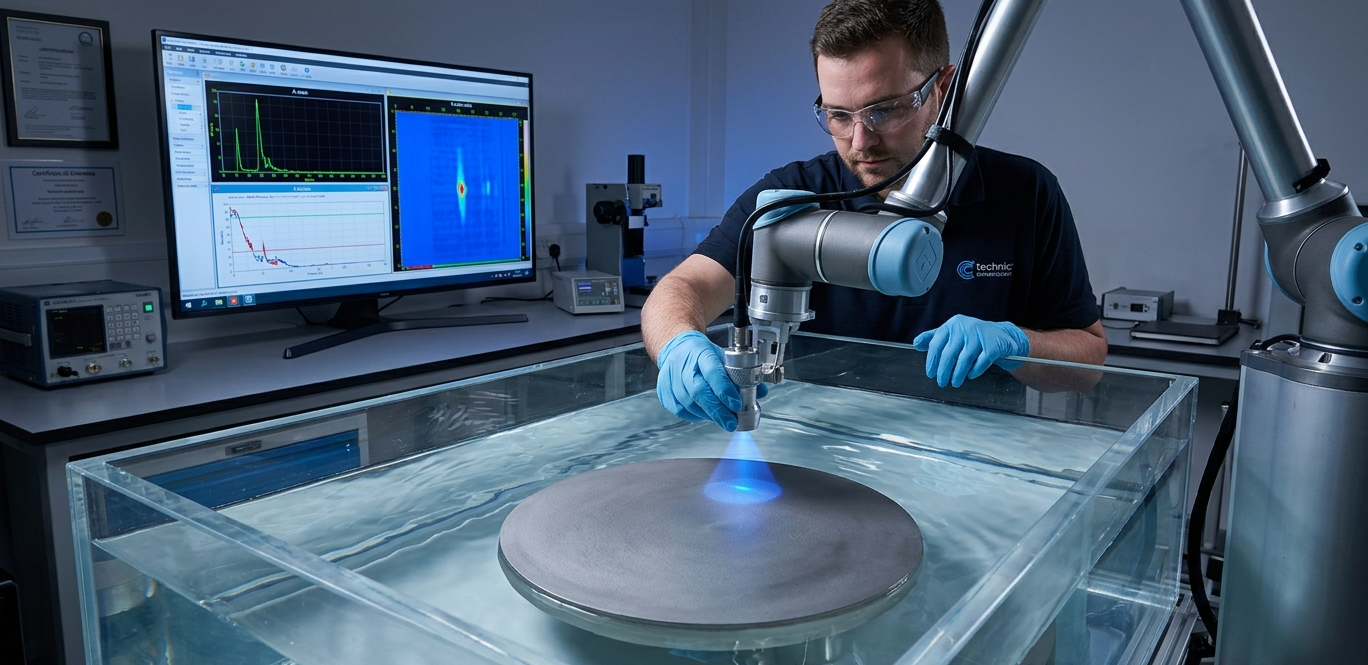
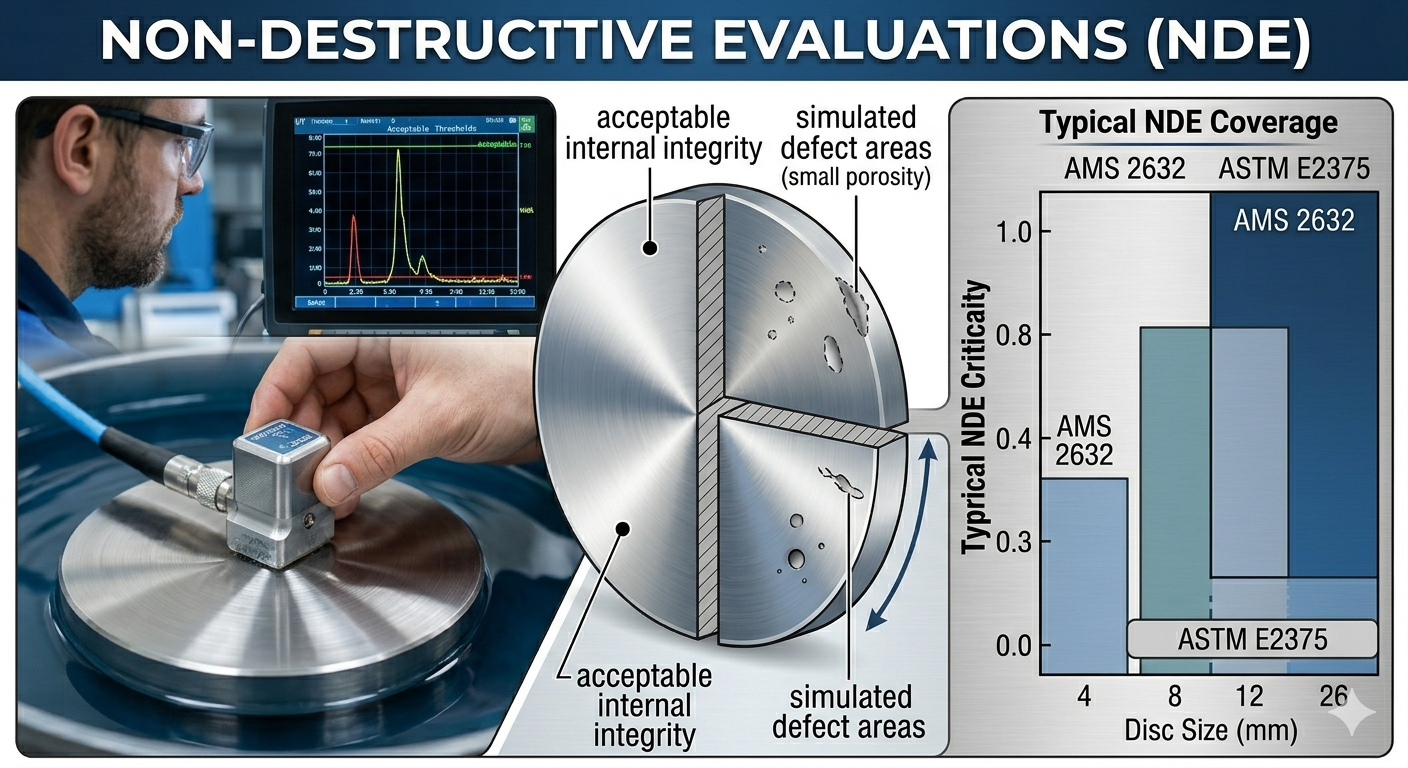
Wad wewnętrznych — porowatości, wtrąceń, rozwarstwień — nie da się wykryć wizualnie. W przypadku tarcz przenoszących obciążenia strukturalne lub używanych w zespołach o krytycznym znaczeniu należy określić NDE w zamówieniu. Typowe metody obejmują:
Jako praktyczna zasada: wymagają LPI dla wszystkich tarcz krytycznych dla bezpieczeństwa i UT dla tarcz kutych o grubości powyżej 25 mm . W przypadku ogólnego zapasu przemysłowego pod umiarkowanym obciążeniem NDE można pominąć w celu kontroli kosztów.
Miejsce zakupu ma wpływ na cenę, czas realizacji, jakość dokumentacji i ryzyko podróbek – a wszystko to stanowi poważne obawy w łańcuchu dostaw tytanu.
Zakupy bezpośrednio od głównych producentów (VSMPO-AVISMA, TIMET, ATI, Kobe Steel) zapewniają najlepszą identyfikowalność i najniższą cenę za kilogram w ujęciu hurtowym. Minimalne ilości zamówienia zazwyczaj zaczynają się od godz 500–2 000 kg , z czasem realizacji 12–20 tygodni w przypadku wymiarów niestandardowych. Najlepsze do długoterminowych programów o dużej objętości.
Dystrybutorzy posiadający certyfikaty AS9120B lub ISO 9001 oferują produkty cięte na wymiar z pełną identyfikowalnością MTR. Czasy realizacji są zazwyczaj 1–3 tygodnie dla standardowych gatunków i rozmiarów. Podwyżka cenowa w stosunku do ceny bezpośredniej w młynie wynosi 15–40%, ale minimalne ilości zamówienia są znacznie niższe (czasami zaledwie jedna sztuka). Jest to właściwy kanał dla większości odbiorców przemysłowych.
Rynki internetowe i transakcje spotowe mogą oferować atrakcyjne ceny, ale niosą ze sobą zwiększone ryzyko podróbek i błędnej oceny. Dochodzenie FAA z 2019 r. wykazało, że w łańcuchu dostaw branży lotniczej i kosmicznej części tytanowe mają sfałszowane stawki MTR – jest to problem utrzymujący się w całej branży. Nigdy nie kupuj krytycznych dla bezpieczeństwa dysków tytanowych od niezweryfikowanych dostawców punktowych bez niezależnej weryfikacji chemicznej (analiza XRF lub OES).
Ceny tytanu są zmienne i powiązane z cenami surowej gąbki, kosztami energii i cyklami popytu w przemyśle lotniczym. Jednakże przybliżone przedziały cenowe dystrybutorów płyt magazynowych (według najnowszych danych rynkowych) stanowią przydatne punkty odniesienia:
| klasa 2 CP | 100 mm × 10 mm | 18–35 dolarów | Cięte na blachę, w stanie walcowanym |
| klasa 2 CP | 300 mm × 20 mm | 160–280 dolarów | Cięte na blachę, w stanie walcowanym |
| Klasa 5 Ti-6Al-4V | 100 mm × 10 mm | 45–80 dolarów | Cięcie prętowe lub płytowe |
| Klasa 5 Ti-6Al-4V | 200 mm × 30 mm | 350–600 dolarów | Kuta tarcza, certyfikowana przez AMS |
| klasa 23 ELI | 80 mm × 15 mm | 90–150 dolarów | Stopień medyczny, ASTM F136 |
Do największych czynników kosztotwórczych poza surowcami należą: wymagania NDE (10–25%), wąskie tolerancje (15–40%), szlifowanie powierzchni (15–100 USD za dysk) i dokumentacja certyfikacyjna (50–200 USD za zamówienie dotyczące dokumentów NADCAP/AS9100).
Skorzystaj z tej listy kontrolnej, aby sprawdzić, czy specyfikacja zakupu jest kompletna przed wysłaniem zapytania ofertowego (RFQ):
Kompletne zapytanie ofertowe obejmujące wszystkie dziesięć punktów zapewni porównywalne oferty cenowe od wielu dostawców i radykalnie zmniejszy ryzyko otrzymania części, które nie przejdą kontroli przychodzącej.
Copyright © 2024 Changzhou Bokang Special Material Technology Co., Ltd. All Prawa zastrzeżone.
Producenci niestandardowych okrągłych prętów z czystego tytanu Prywatność





